退火工藝操作規程
1、生產范圍
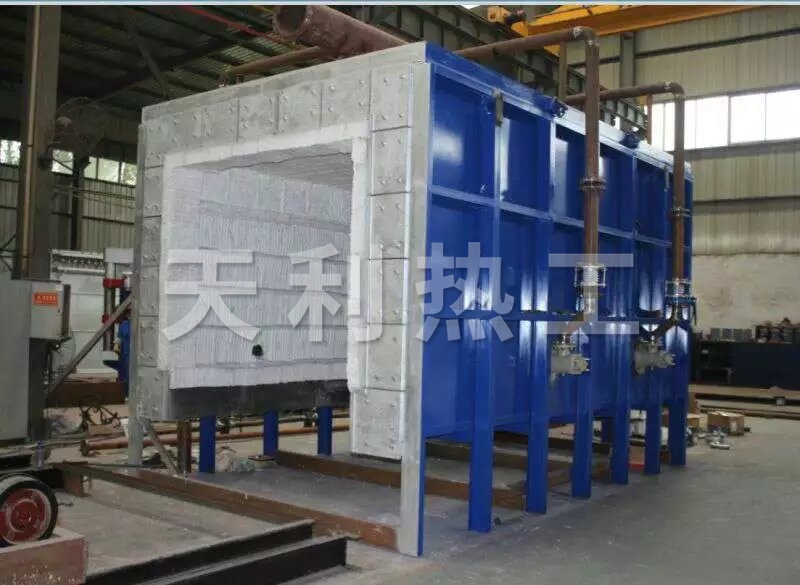
罐式退火爐用于銅單線的退火,線徑范圍:0.40~3.25mm。
2、開機前準備
2.1 準備好生產用的量具及工具,并檢查校對計量器具是否準確
2.2 檢查吊車,真空泵,儀器,儀表等生產設備是否完好正常,還應檢查退火爐中的發熱元件有否損壞,如有損壞應及時修理
2.3 銅單線退火時,應檢查退火鋼罐是否漏氣。如有漏氣應清理密封槽及密封膠圈
3、開機步驟及操作要點
3.1 將檢驗好的銅單線用起吊鐵鉤吊起,緩慢地吊入退火鋼罐中,防止碰傷導體
3.2 將銅單線裝滿罐后,蓋上罐蓋,擰緊罐蓋螺栓
3.3 啟動真空泵,把真空軟管接上退火鋼罐閥門,抽真空使真空壓力表指未到工藝要求壓力時關上閥門,再關真空泵取下軟管,再接上二氧化碳軟管,打開閥門充二氧化碳使真空壓力表指示在工藝要求壓力為止。充氣時先開氣瓶低壓閥,后開氣瓶高壓閥。關氣時應先關高壓閥,后關低壓閥
3.4 將充好氣體的退火鋼罐吊入電熱爐中,按工藝要求溫度進行加熱,并接上罐蓋冷卻水管打開水制,在加熱過程中要檢查爐溫和氣壓。升溫至工藝要求的退火溫度后,必須繼續保溫,保溫時間按工藝規定執行
3.5 將退火鋼罐從電熱爐中吊出置于地面,讓其在空氣中冷卻至到達工藝要求的自然冷卻時間再放入水池中冷卻,按工藝要求的浸水時間進行浸水,到達時間后開罐出線,出線要小心輕放,防止碰傷銅線
3.6 在退火過程中如發現罐內的氣壓不是逐步上升,而是逐步下降時,說明鋼罐漏氣,必須采取充二氧化碳等補救措施。在加熱過程中若氣壓上升超過0.1Mpa必須放氣至0.01Mpa。以防氣壓過大使鋼罐變形
3.7 每罐出線都必須按品字形堆放在指定位置,防止碰傷,檢查外觀質量,并通知檢驗員抽樣檢驗銅線的機械性能和電性能,經驗收合格的產品都掛上合格標簽,并且要認真做好記錄
4、質量要求
4.1 銅單線表面不得有擦傷和碰傷,表面應光亮,不得有氧化變色
4.2 經退火后的銅單線機械性能和電性能應符合GB3953-83標準的要求
5、質量門題的產生原因及防止方法(見下表)
| 質量問題 | 產生原因 | 防止方法 |
| 表面碰傷擦傷 | 1.運輸過程中不注意碰傷 | 1.小心運輸 |
| 2.水泥地面不平整擦傷 | 2.修整地面 | |
| 3.進出罐時碰傷 | 3.小心裝罐 | |
| 2銅線表面氧化變色 | 1.抽真空不夠 | 1.按工藝要求 |
| 2.銅線表面有油污 | 2.擦去表面油污并反饋拉線工序 | |
| 3.線盤帶油 | 3.帶油線盤不得退火 | |
| 4.罐蓋密封不好 | 4.清理密封槽及更換密封膠圈 | |
| 5.二氧化碳氣體不純 | 5.更.換氣體 | |
| 6.出罐時溫度過高 | 6按工藝要求出罐 | |
| 3.銅絲粘結 | 1.退火溫度太高,或保溫時間過長 | 1.按工藝要求控制 |
| 2.線盤收線張力過緊 | 2.拉絲工序必須調節好收線張力 |
6、交***及工藝記錄
6.1 按要求做好各項工藝記錄
6.2 將生產任務,及當班的質量情況告訴***人。下班前應將機臺范圍的地面清潔干凈,將廢品堆放在指定位置
6.3 如休息或無人***應將電源斷開

掃一掃 加微信
返回頂部




 產品快速導航
產品快速導航

 掃一掃 關注天利
掃一掃 關注天利





